1.Introduction
The metal mesh stripping machine is a desktop AC device, with pneumatic pressurization to ensure that the pressure is stable and adjustable when it works. The main circuit adopts SCR control, squeeze time, working current, energization time, maintenance time, stable and adjustable, reliable performance. It’s suitable for stripping with special stripping electrodes.
Main technical parameters of machine
Model | HAN-201 |
Rated power | 6KVA |
Rated voltage | 220V 50Hz Single-phase |
Electrode force | (Max): 210Kgf |
Bleed pressure | 0.5Mpa |
Weight | 65Kg |
2.Brief description of equipment structure
The equipment mainly consists of fuselage, pressure mechanism, transformer, upper and lower electrode circuit, special stripping electrode tooling and electrical control. The fuselage is bent and welded by steel plates and attached to the work surface.The pressurized part is composed of cylinder, guide shaft, guide sleeve and other parts.The cylinder seat is directly connected to the fuselage with a lubricating oil hole on the front to ensure that the piston shaft is flexible in movement.The upper and lower copper chucks serve as clamping members for the upper and lower electrode circuits and the electrode arms, and together with the upper and lower iron chucks constitute a welding circuit to perform the required functions of the work.
3.Installation and operation
3.1 Installation
3.1.1 The machine is installed in a dry, low-dust workshop, absolutely avoiding water in the machine.
3.1.2 Use a separate ground wire to connect to the grounding bolt of the device to ensure a reliable grounding of the body casing.
3.1.3 Connect the device to the 220V power supply.
3.1.4 The compressed air is connected to the gas source processor by a common gas pipe, and the air source pressure is 0.5Mpa.
3.2 Operation
3.2.1 Turn on the switch to supply the equipment, connect the control circuit, and verify that the circuit is normal, then it can start and debug.
3.2.2 Electrode adjustment: the electrodes of different materials are selected according to the materials of the welder parts. The end of the electrode is plateau, and the size of the electrode is selected according to the welded workpiece. The electrode contact is polished with sandpaper.
3.2.3 Electrode pressure adjustment: adjust the electrode spacing to 15mm, which is the standard stroke of the equipment. To increase the electrode pressure, just adjust the regulator in the front air source processor of the fuselage.
3.2.4 Turn on the power switch, then turn on the control power switch, and the power indicator lights.
3.2.5 Operation: Place the workpiece between the two electrodes and step on the pedal to complete a weld.
3.2.6 When the equipment is finished, turn off the power supply first, then turn off the power switch and turn off the gas source switch.
4.Controller and panel instructions
4.1 Function introduction
4.1.1 Automatic voltage compensation function: constant voltage control. By comparing the sampling of the primary voltage of the transformer with the set value, the phase shift angle is automatically changed to maintain the primary voltage constant, and the change of the grid voltage can be compensated.
4.1.2 Voltage display function: When working, the primary voltage value of the transformer can be directly displayed.
4.2 Main technical parameters
Programm | Parameters |
Work environment | Temperature≤45℃;Humidity≤85%(No dewdrop); No strong magnetic field;No severe vibration and shock;Non-corrosive and conductive gases |
Power Supply | Single-phase 220-420V AC,50Hz±5% |
Drive capability | SCR (module),Rated current≤2000A |
Motion output | A set of output,CapacityDC24V/150mA |
Power consumption | ≤15W |
Automatic compensation of grid voltage | When the power supply voltage changes to the rated value of +15% to -25%, the output voltage changes ≤ 2% |
Sample rate | 0.5cycle |
Control response speed | 1cycle |
4.3 Usage and operation
(1)First level menu parameter setting
The controller has the parameters of "preloading", "heat", "time", "maintenance" and
"rest" which need to be set by users.The following are the meanings:
Parameter name | Setting Range | Function Description |
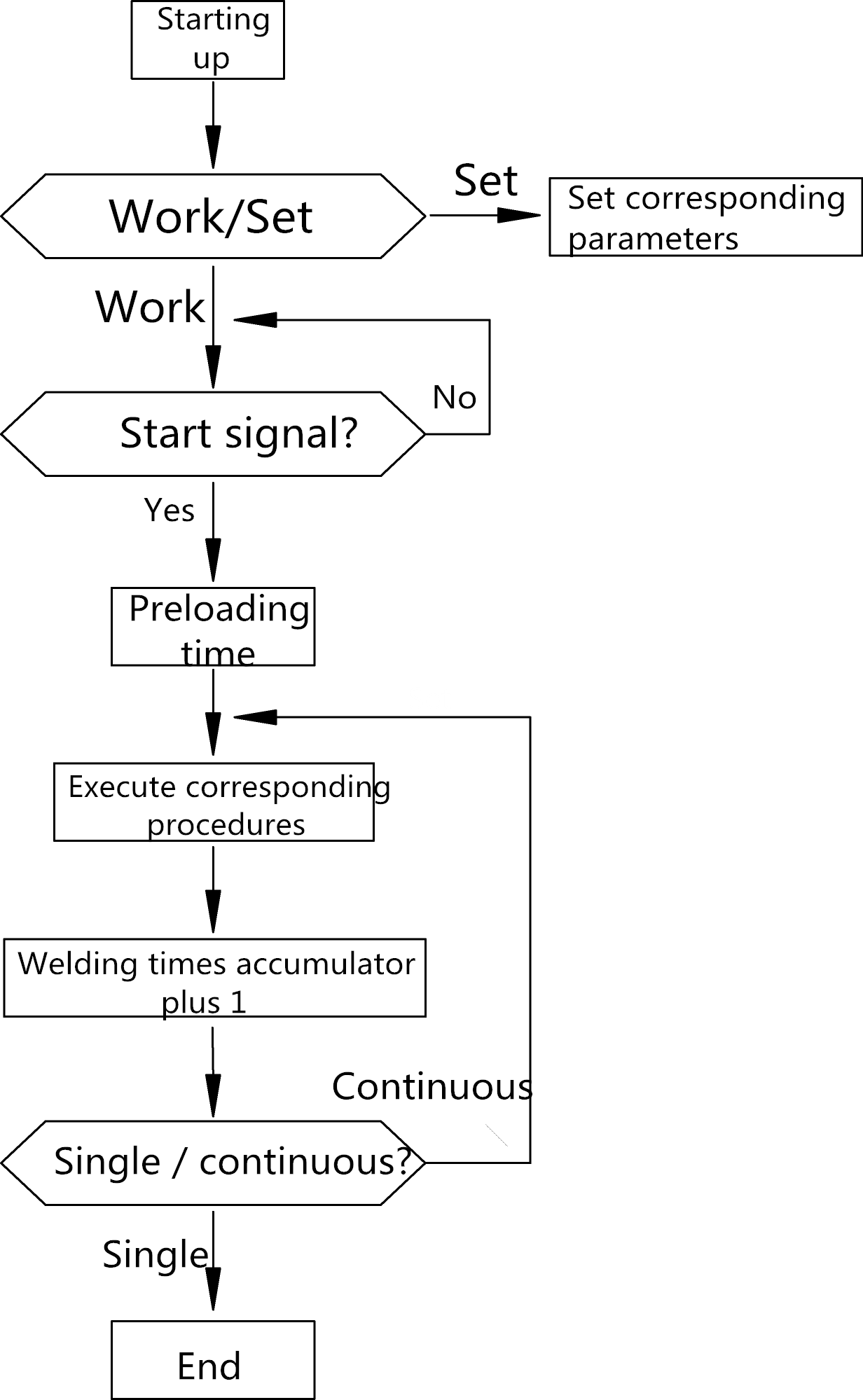
Preloading | 0-250 Cycle | “preloading time”:The system starts, the main valve moves, the electrode begins to move to the workpiece to pressurize to output welding current time. |
Heat | 0-450V | Work caloric value |
Time | 0-250 Cycle | “Working hours”:The duration of current on the workpiece |
Maintenance | 0-250 Cycle | “Maintenance time”:After the current is cut off, the electrode continues to maintain pressure on the workpiece for a period of time. Time to, close the main air valve |
Rest | 0-250 Cycle | “Rest time”:Set at 0 for single pass welding.;Continuous operation when not set to 0;When working continuously, this value is the time interval between two working processes. |
Setting method:
1. Press the "work / set" button to make the "set" indicator light on, so that the controller is in the set state.
2. Press the ► key to select the parameter, the indicator light corresponding to the current parameter is selected, and then the parameter value is set by the + - key, and its value is displayed in the window.
(2)Second level menu parameter setting
Press and hold the ► button to enter the secondary menu, then press the ► key to display the parameter P and password bits. As shown in the following table:
Parameter name | Display code | Set value | Function Description |
Startup mode selection | P | 0 | Pulse signal drive, debounce (for foot switch) |
1 | Pulse signal activation, fast response (for mechanical contacts) |
2 | Switch signal start up |
password bits | 1 | Lock second level menu parameters |
4 | AC | 0 | Constant voltage mode (factory setting is 0) |
1 | Constant heat mode |
Ad | 0-9 | Heat trimming: the larger the setting value is, the greater the adjustment is. When set to 0, there is no adjustment (factory setting is 3) |
5 | T | 0 | When the error message appears, immediately terminate the current specification and start the foot switch to continue working (factory setting is 0) |
1 | When the error message appears, the current specification is terminated immediately. You need to press the “Work/Set” button to clear the error prompt before you can start the foot switch to continue working. |
2 | Close error message |
Tip: If there is no special need, generally do not easily enter the secondary menu, so as not to mess with the system settings!
(3)Mechanical adjustment
1. Press the "adjust / work" key to make the adjustment indicator light.
2. Press the "set / work" key to make the work indicator light.
3. When the foot switch is activated, the controller only has the action output and no current output. At this time, it is used as a mechanical adjustment to check whether the device is working normally.
(4)Welding
When the parameters are set and adjusted properly, work can be done. The method is as follows:
1. Press the "adjust / work" key to make the welding indicator light.
2. Press the "set / work" key to make the work indicator light.
3. Place the workpiece between the electrodes, activate the foot switch and weld.
Note: After the work is completed, the window displays the last welding voltage value.
4.4 Work flow chart
4.5 Reference wiring diagram
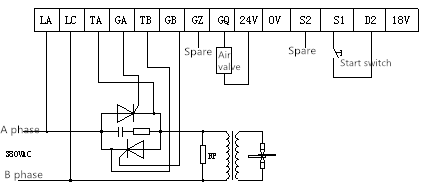
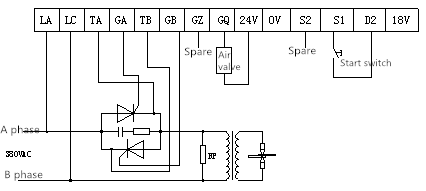
Note:
1. Please strictly follow the wiring diagram wiring! If there is no current output or Er02 appears during operation, the power LA and LC pins can be swapped.
2. The power supply of the valve is 24VDC, and the power should be less than 3.6W, otherwise the external power supply and the 24V intermediate relay should be connected.
4.6 Fault prompt
E r 0 1 : When the controller has no output, it detects that the thyristor single tube or double tube is conducting; check if the thyristor is damaged and the wiring is correct.
E r 0 2 : When the controller outputs, it detects the thyristor single tube or double tube cut-off; check if the thyristor is damaged and the wiring is correct.
5.Faults and reasons
5.1 Frying at work: Clean the electrode tip with a fine abrasive cloth. The surface of the workpiece is free of oil and rust. The two sides are tightly attached and there is no gap. If there is still a fire, increase the welding pressure appropriately.
5.2 After long-term use, it is found that the working current is reduced: Fold the several joints of the transformer secondary to the electrode, re-connect and tighten.
5.3 After long-term use, the operating current is found to be reduced: It may be the result of DC magnetization of the transformer. It is possible to reverse the primary two heads on a regular basis.
6.Equipment maintenance
6.1 Turn off the power when the equipment is not used.
6.2 The equipment shell must be grounded reliably.
6.3 Equipment guide pillar and guide pillar must be frequently added oil.
6.4 If the contactor contacts are severely oxidized, please replace the contacts.





















